Stanford ME 103 · 2022
Pkhaa

Role
Engineer & Machinist
Timeline
2022
Team
Self
Skills
Mill
Lathe
Sand Casting
Finishing
CAD (SolidWorks)
Surface Modeling
Woodworking
Overview
How might we design a functional product that involves 2 or more manufacturing processes?
Pkhaa was born from a deep personal connection to Cambodian architecture — a product shaped by cultural memory as much as by craft. Developed through ME 103: Product Realization, the design journey involved exploration sketches, rapid prototypes, 3D-printed models, and a final customer-ready prototype, brought to life through machining, casting, and woodworking.
Research
Khmer architecture as a reference for organic forms in manufacturing
Khmer architecture, best exemplified by the 12th-century temple complex Angkor Wat, is defined by lotus bud-shaped towers that taper upward in continuous curves, symbolizing Mount Meru — the sacred mountain of Hindu and Buddhist cosmology. Every surface is richly ornamented with bas-relief carvings of Hindu epics, swirling vines, serpents, and floral forms. These deeply organic shapes and layered profiles served as the primary visual reference for manufacturing Pkhaa's fluid, nature-inspired forms.


Sketches
Developing patterns and product forms suitable for manufacturing
Inspired by the organic and intricate curvature of Khmer sculptures, jewelry, and relics. Khmer architectural forms mimic the chaos and patterns that are seen in nature. I first began the process by sketching various patterns until I arrived to a design suitable for both physical and digital modeling. Having taken a liking to the tiffin style carrier, I modifed the shape by creating a simpler container and transitioning the flower piece to a lid.


Prototypes
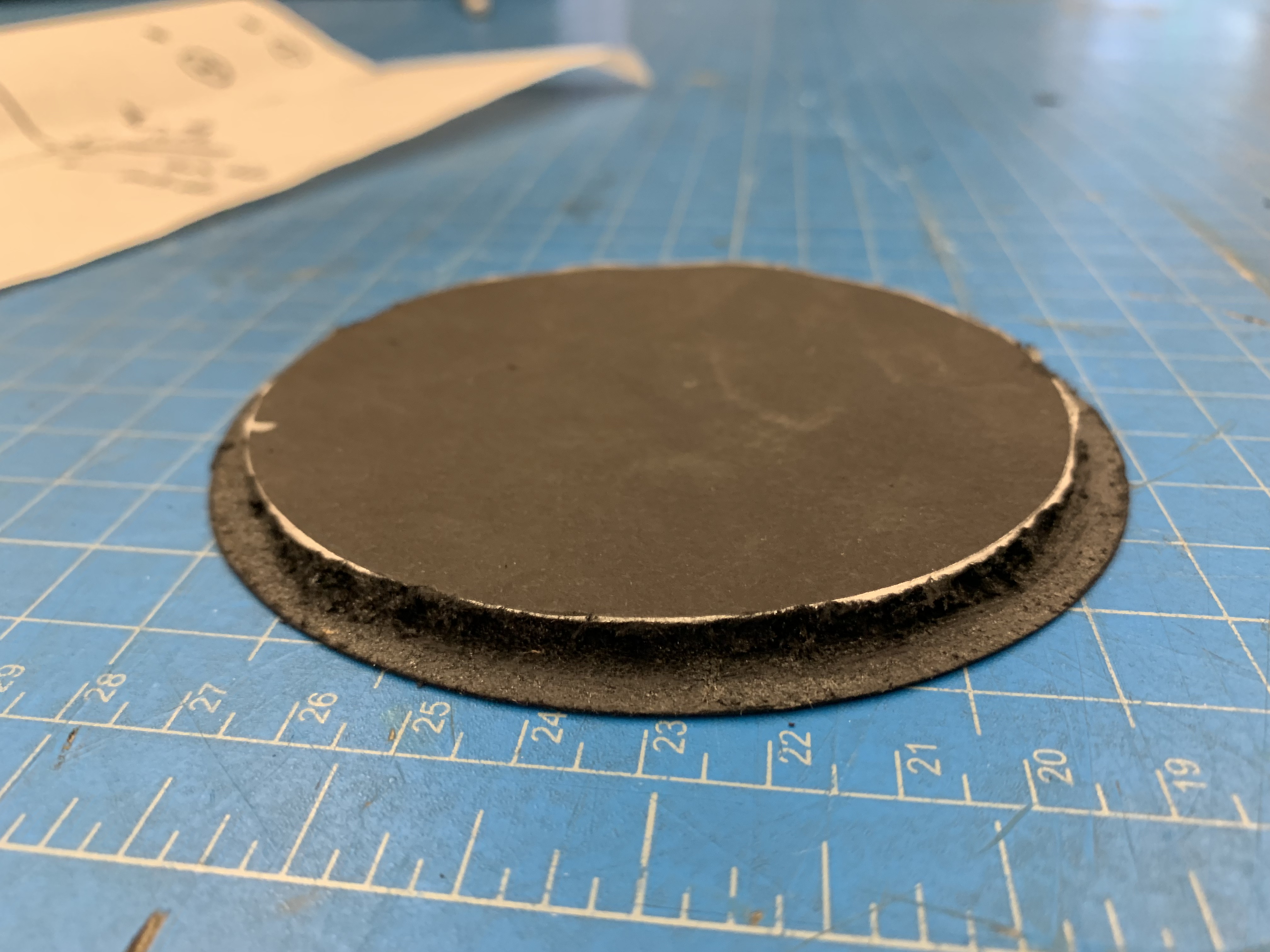
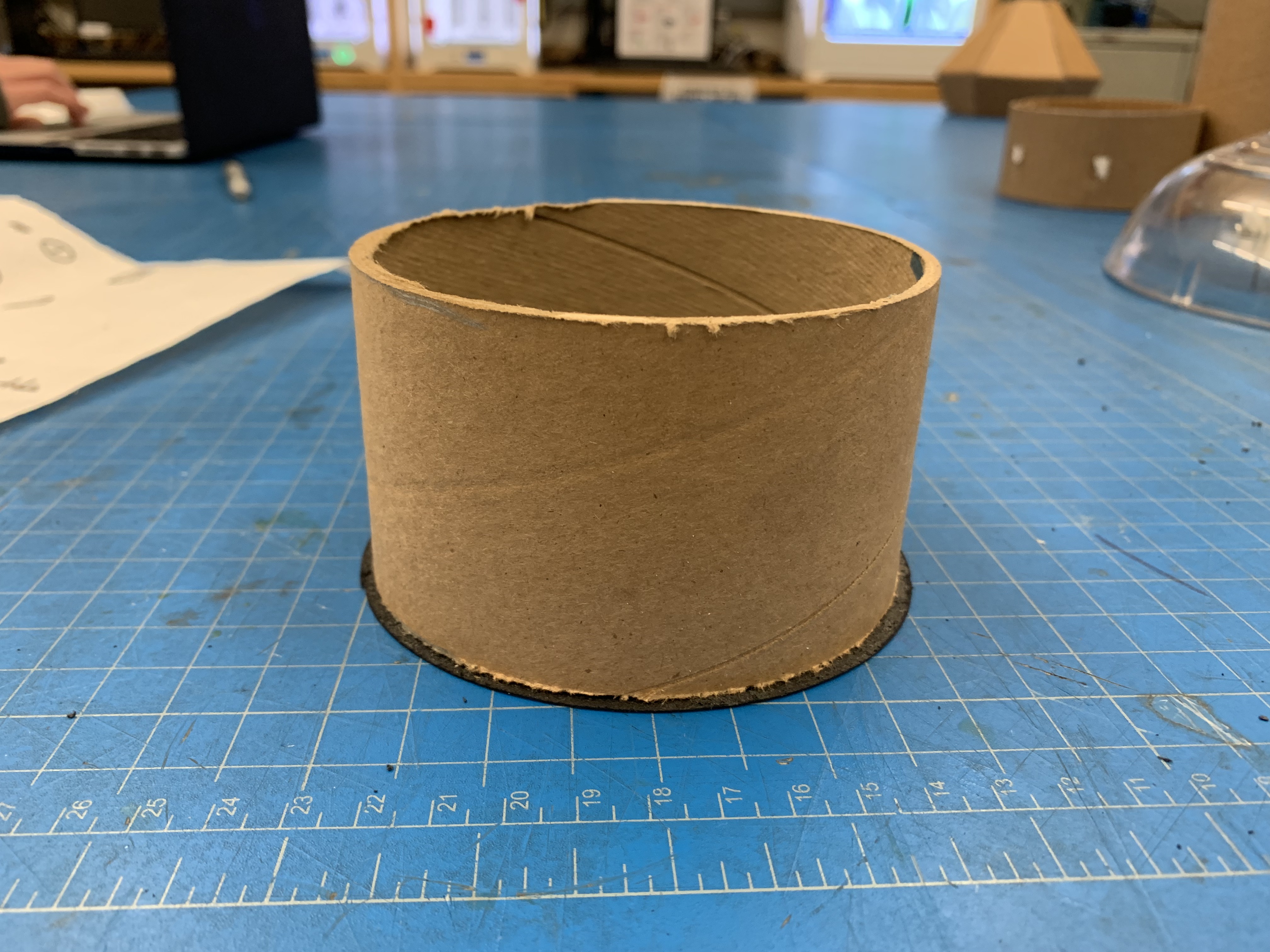
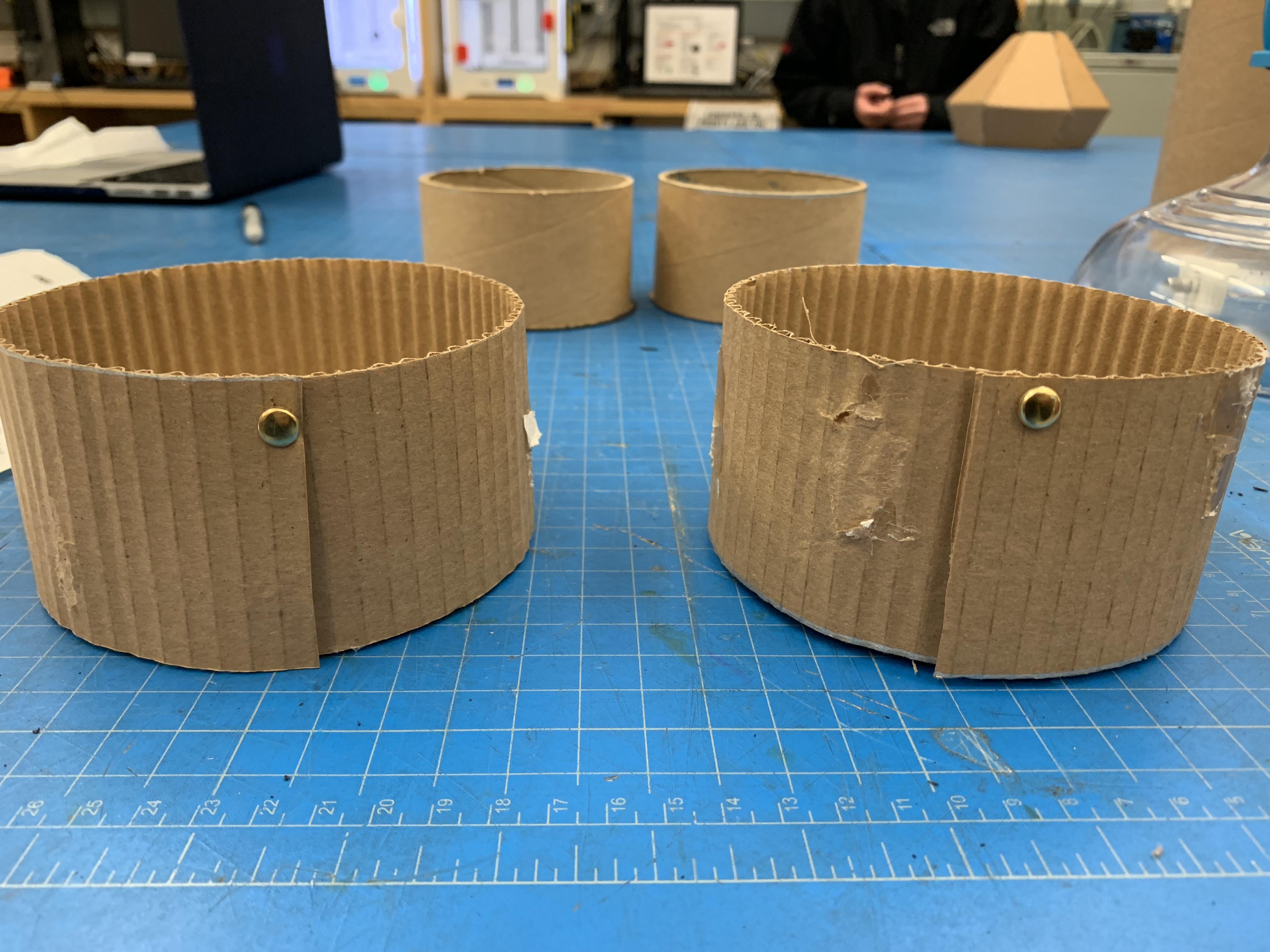
Prototypes were built to reflect how the final product would actually be made.
Foam board and cardboard prototypes were fabricated to simulate the press fit interface between the bottom lip and the cylindrical body of the container, allowing for early evaluation of joint geometry and assembly logic. Diameter selection was a critical parameter, as it served as the primary driver of internal volume and directly determined the functional capacity of the container and what the product could feasibly hold. These prototypes served as a dimensional reference for establishing the overall scale of the design before transitioning to material-specific manufacturing processes.



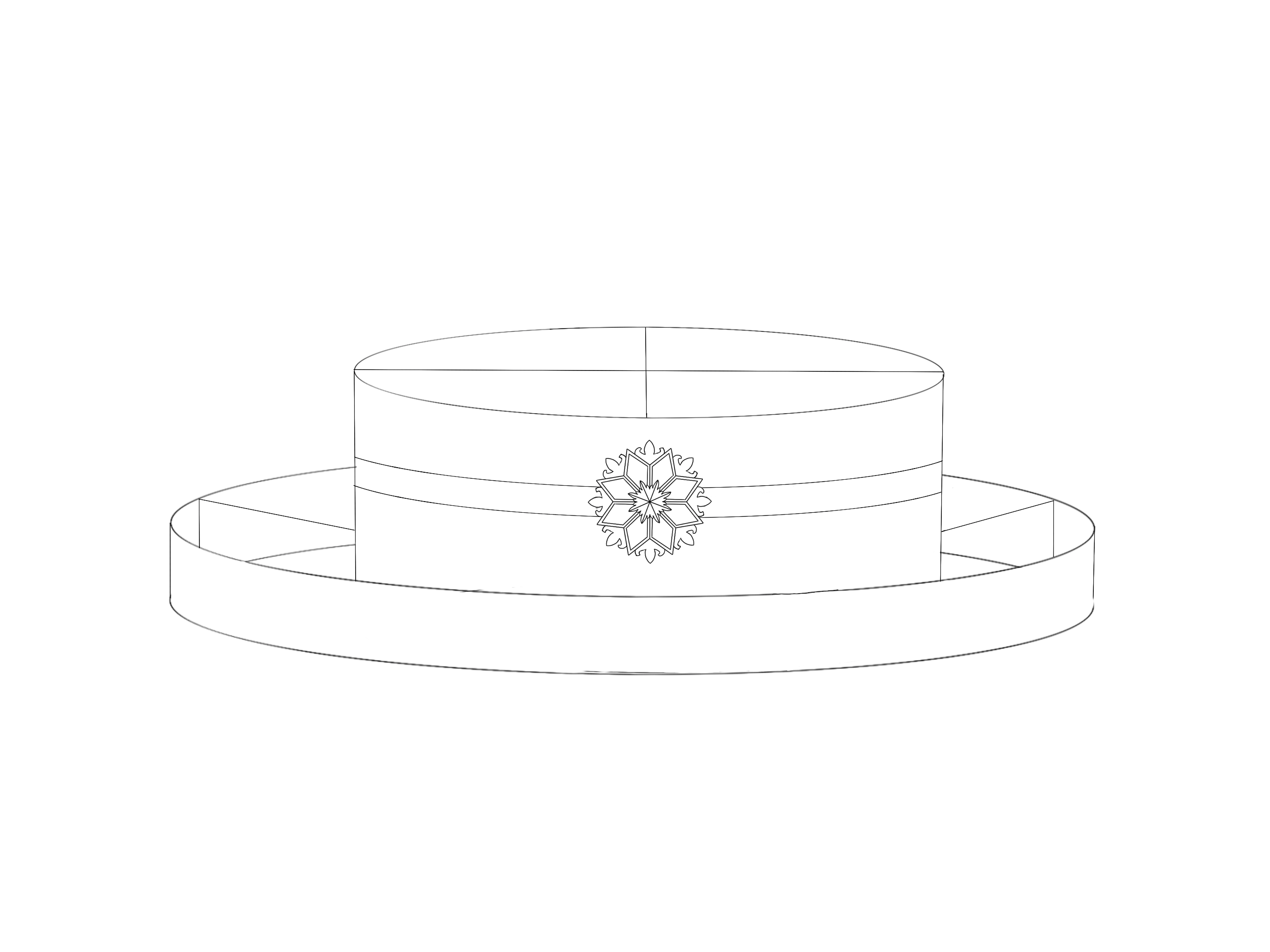
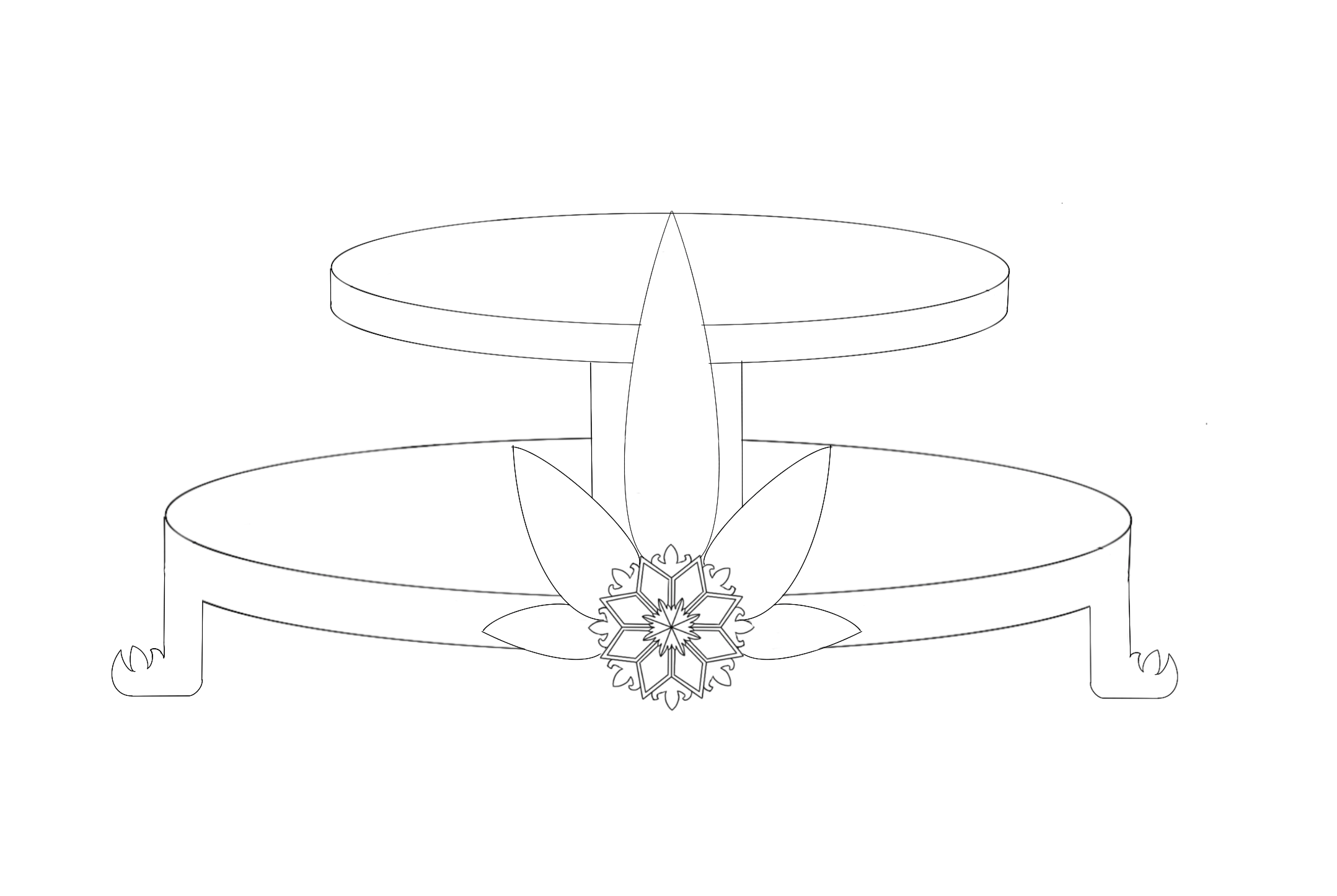
CAD
The organic complexity of the lid's design could only be fully visualized through CAD.
The bottom of the container was modeled as a top hat profile, generating a circumferential lip that press fits onto the cylindrical body at tight tolerances. The lid was designed with a geometrically similar but inverted profile, toleranced with additional clearance to allow for repeated removal and reseating. Physical prototypes could approximate scale and assembly logic, but the curvature and proportion of the lid required a parametric environment to iterate meaningfully. Manufacturing the lid demanded complex surface modeling techniques, as the organic geometry could not be defined by simple extrusions or revolves alone.

Machining
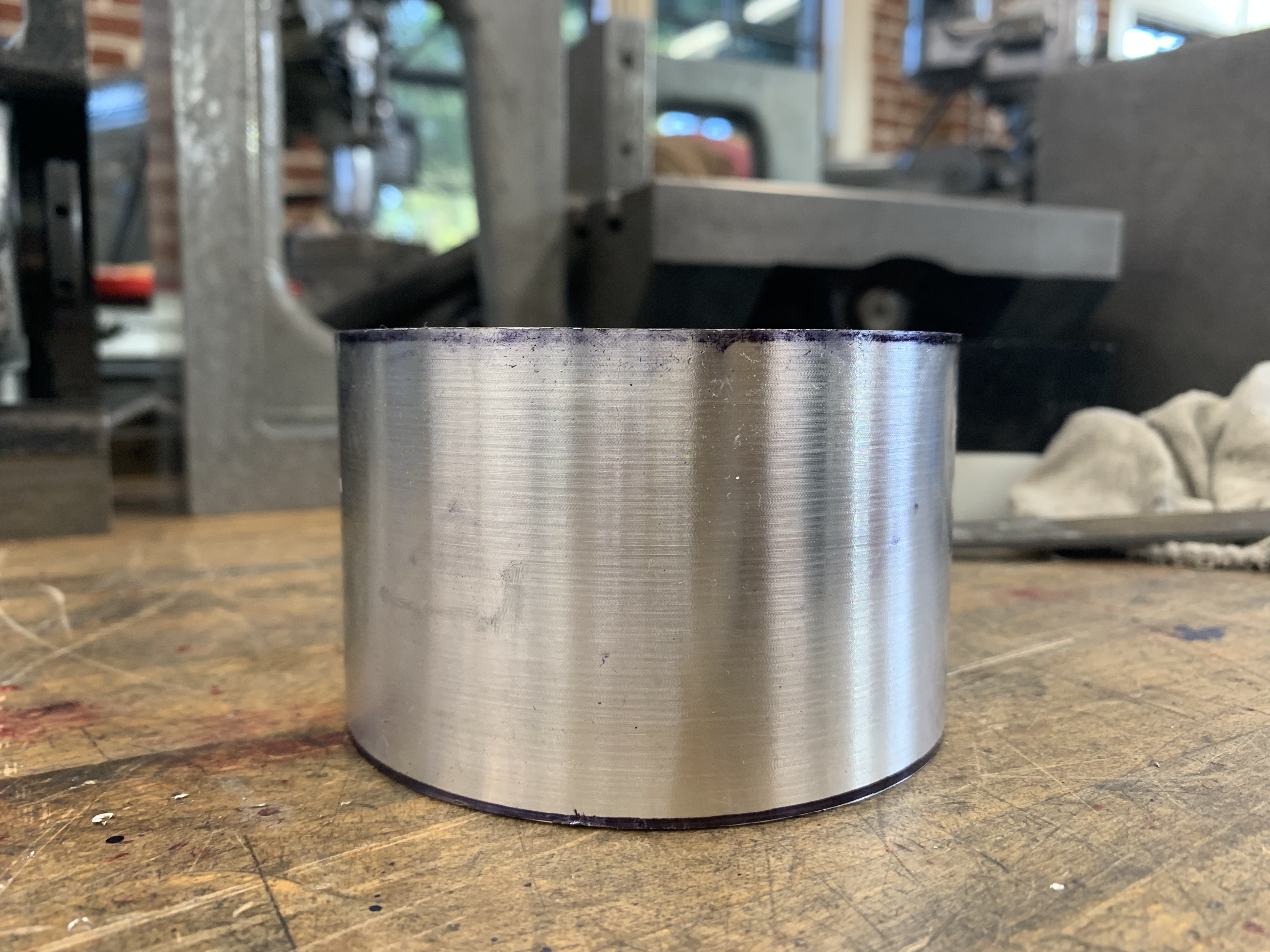
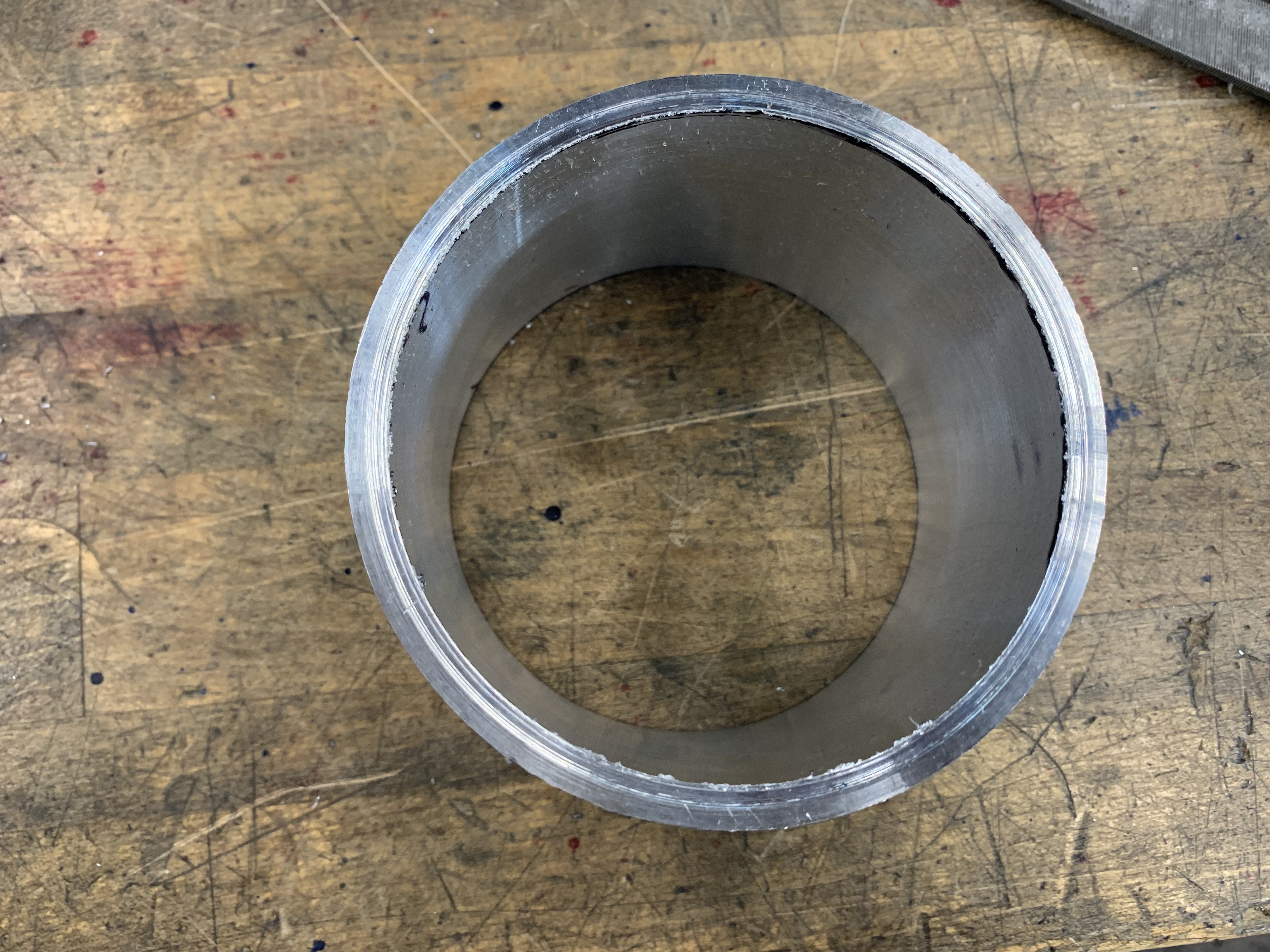
Machining was the primary process for realizing the container's precise cylindrical geometry.
The body of the container was turned on a lathe and the bottom lip was profiled on a mill, where dimensional precision was critical. Removing too much material from the lip would result in a press fit too loose to hold, making tolerance control on the mill the most technically demanding aspect of the machining process, as there was no margin to recover material once it had been removed.



Sand Casting
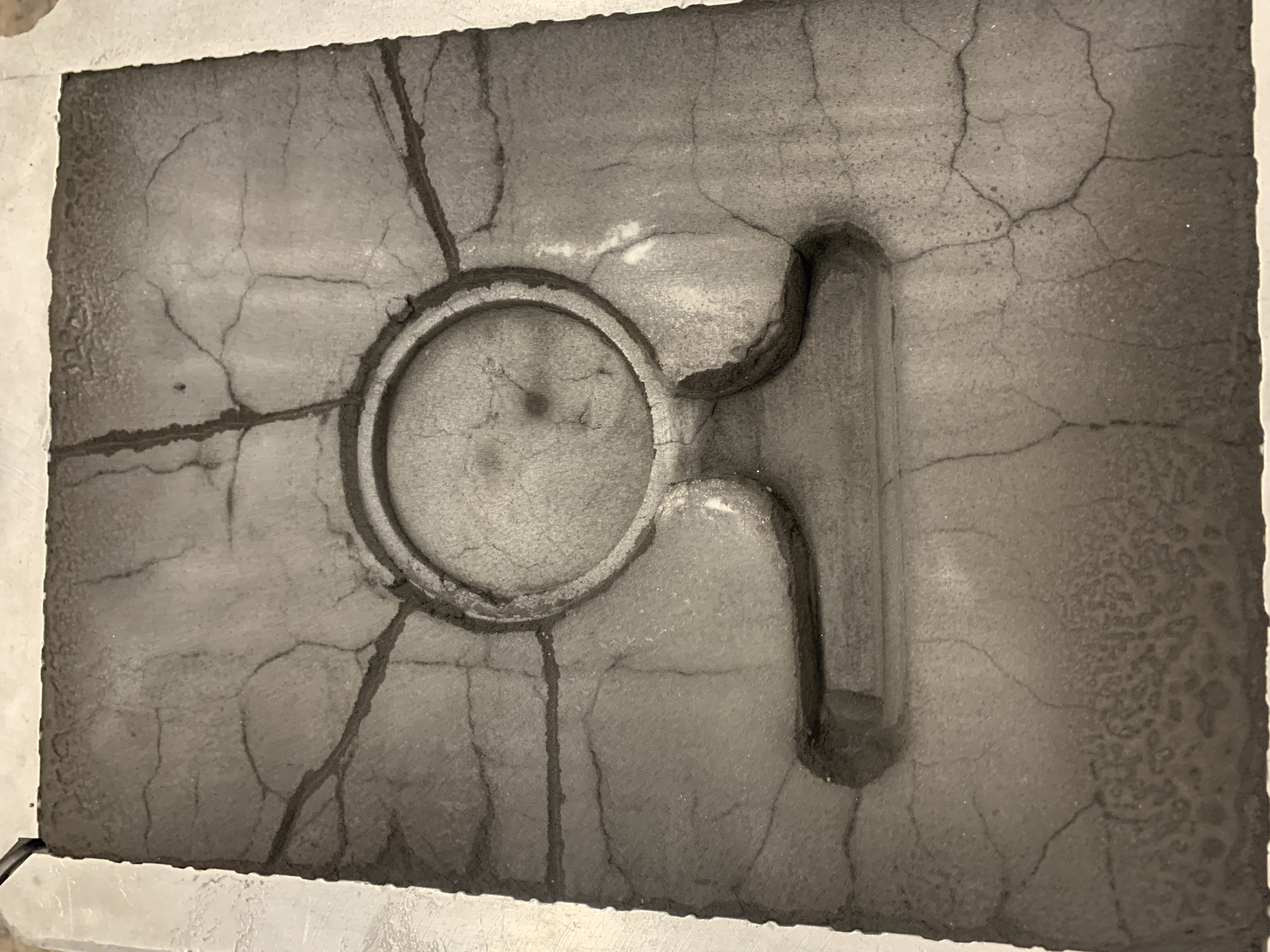
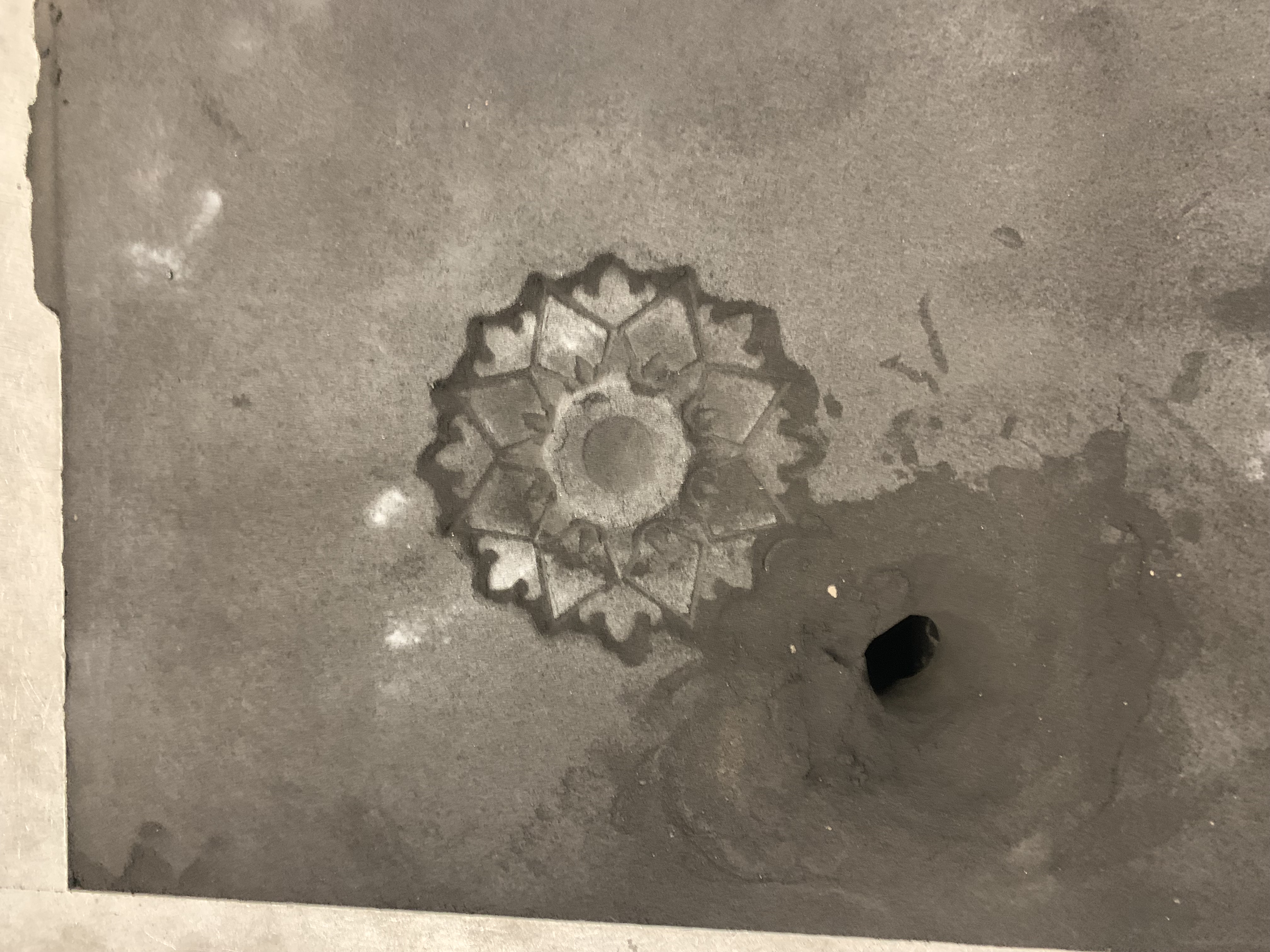
Sand casting demanded careful consideration of draft angles and surface resolution from the start.
The pattern was resin printed rather than FDM printed to capture the fine surface detail of the lid's organic geometry, as lower resolution prints would not transfer enough fidelity into the sand mold. Draft angles were a critical design constraint throughout the process, as any undercuts or insufficient taper would prevent the pattern from releasing cleanly from the sand without disturbing the mold cavity. Woodworking was used to construct the mold itself, integrating the resin print and adding the gate and runner system to direct metal flow during the pour. Due to time constraints, the casting was executed once, making the upfront decisions around print resolution and draft geometry especially important to get right before committing to the pour.






Finishing
Over 36 hours of hand finishing transformed the machined and cast components into a cohesive final product.
Finishing was applied strategically across the surface, with select areas buffed to a high shine and others left intentionally rustic to create contrast. The machined body and bottom lid were color-matched to the bronze cast piece using metallic spray paint, unifying the components visually despite being made through different processes and materials. A manufacturing defect in the sand cast was resolved by milling out the affected area, converting what would have been a blemish into a functional thumb hole. This decision was further justified by the weight of the bronze cast piece, as the divot created a natural grip point that improved the ergonomics of a component that came out heavier than intended.

Reflection
The next step is identifying a casting process that can deliver repeatable results at scale.
Investment casting is the most logical next step for scaling Pkhaa, as it would deliver tighter dimensional tolerances and better surface resolution than sand casting while reducing the finishing burden per unit. At scale, the design language would need to be re-evaluated entirely — the contrast between polished and rustic surfaces was a deliberate response to the constraints of a one-off piece, and a production version would require a finishing approach that is both intentional and repeatable. Running additional sand casts would also be a priority, to determine whether the defects encountered were mold-specific and correctable.